
-
market@legion.com.cn

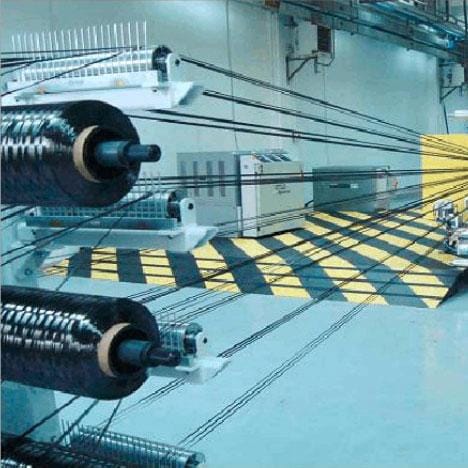
Carbon fiber (CF) is a new fiber material with high strength and high modulus, which contains more than 95% carbon. It is a kind of microcrystalline graphite material which is made of organic fibers such as flake graphite microcrystalline along the axial direction of the fiber, carbonized and graphitized. Carbon fiber has the characteristics of corrosion resistance and high modulus. It is an important material in national defense, military industry and civil use. In the process of carbon fiber spinning, the electromagnetic heating roller is the preferred heat source provider, whether it is drying or drafting.
Production and application of carbon fiber
1. Background
The mainstream products are mainly civil products of T300 in China. The quality of higher grade products is unstable and can't realize large-scale production. There are many factors that cause this situation, such as raw material synthesis, precursor production, carbonization and late products. Raw materials, processes and equipment are generally unstable. Among them, the stability of the equipment is the most direct influence, such as pan spinning post-treatment, carbonization post-treatment, prepreg production and other process equipment, the heating roller is particularly important for carbon fiber production. Regarding the rooler body for PAN post-treatment, most companies mainly use steam heating. The heating source of steam heating roller is high temperature steam, so it is difficult to achieve independent closed-loop temperature control of single roller body, higher working temperature and precise control of roll surface temperature. In this way, in the production process, the roller surface temperature always has a large range of fluctuations, which causes great trouble to the production stability. Therefore, how to provide a stable and reliable roller surface temperature is a very important factor for the quality of carbon fiber products.
The existing carbon fiber test line densification and drying process heating roller are steam heating, generally choose 38 ~ 64 heating wheels or more. According to the speed or temperature, the hot roller drafting can be divided into two stages, the process temperature is 120 ℃ ~ 200 ℃, and the linear speed is 80 ~ 240m / min. The existing hot roller regulates the temperature of the roller body by regulating the steam pressure and controlling the steam quantity with the steam valve (2 ~ 4 rollers share one steam valve). The whole temperature control loop is open-loop control, which is manually adjusted by the experience of workers.
2. Existing technology defects:
There are the following technology defects:
1). The setting temperature of roller surface is uncontrollable
a. In open loop control, the roller surface temperature is not easy to be stable near the target temperature due to the systempipeline pressure difference or leakage;
b. Due to the pressure difference or fiber moisture content fluctuation of a single roller in the same group of hot rollers, the process temperature can not be kept the same, and the temperature change of individual roller body can not be adjusted separately.
2). Open loop control, serious temperature lag
The pressure difference of steam pipeline, temperature control by manual operation of steam valve and thermal load fluctuation lead to the temperature of working area of roller surface unable to reach the set temperature, which needs to be judged and dealt with manually. This kind of control results in large fluctuation range of roller surface temperature and lagging of temperature control, which seriously affects product consistency.

3. Solution:
If the induction heating roller is used to replace the steam heating roller, the shortcomings of the existing process and technology can be solved, the stable, controllable and uniform roller surface temperature can be provided, and the product consistency can be greatly improved. The control system consists of induction heating power supply unit, temperature control unit, protection unit and communication unit.
Compared with the traditional steam heating roller, it will bring significant benefits to the product quality improvement and cost reduction after replacing with induction heating roller. It is mainly reflected in the following aspects:
Compared with the traditional steam heating roller, replacing the electromagnetic induction heating roller will bring significant benefits to the product quality improvement and cost reduction. It is mainly reflected in the following aspects:
1). Product quality improvement: provide uniform roller surface temperature to ensure good product consistency;
2). Product economic benefit index
a. Reduce the size tolerance of finished products, reduce the consumption of raw materials and increase the yield;
b. Under the same roller diameter condition, the thermal efficiency increases, which creates the possibility to improve the production speed and other process conditions, and improves the commercial value of the whole machine;
c. Reduce equipment failure rate, reduce downtime and improve effective working hours of equipment;
d. Reduce the trouble of using boiler;
e. Cancel the steam cycle system, improve the utilization rate of the workshop, and effectively reduce the use cost of the house.

4. Product parameters:
roller size | Φ350~750mm×350~1500mm |
roller material | 45# steel or other steel apploy |
roller surface coating | Cr |
coating thickness | 0.06~0.20mm |
roughness | Ra≤0.01~0.03 |
radius run-out | ≤0.01~0.03mm |
temperature deviation | ±1℃ |
power | 15~60kVA |